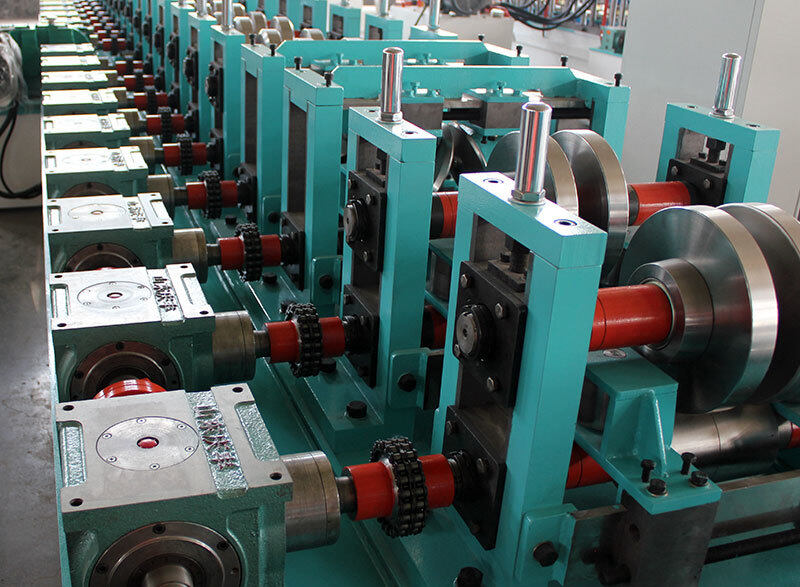
Główną częścią urządzenia do formowania na zimno jest rolka. Projekt walca jest bardzo ważny, jego cechy konstrukcyjne są następujące: 1. Zasada średniej siły każdego przejścia urządzenia do formowania na zimno, średnia siła walca, równowaga zużycia, zwiększają żywotność wałek. 2. Materiał zastosowany na wałek ma wykorzystywać jego odporność na zużycie, ale wytrzymałość właściwa i twardość są sprzeczne. Podczas obróbki cieplnej należy stosować czerwoną twardość C12MoV. Po hartowaniu twardość można osiągnąć poprzez odpuszczanie dwa do trzech razy. 3. Część łukowa toru jest główną częścią sprzętu do formowania na zimno. Kiedy łuk po kilku pierwszych przejściach formowania prasującego zostanie zwinięty i złożony w tylnym przejściu, uformowany łuk powinien być obsługiwany, a wiązka rur powinna być zabezpieczona górnymi i dolnymi rolkami lub poziomymi kołami. W przeciwnym razie położenie łuku materiału zmieni się podczas procesu rozciągania, a R zmniejszy się i stanie się trójkątem. Kiedy kształt R stanie się większy, pasująca szyna będzie się trzęsła, siła będzie nierówna, szyna ślizgowa odkształci się, a żywotność zostanie zmniejszona. 4. Problem stabilności toczenia. W produkcji często spotyka się problem ugięć materiałów w bieżni w lewo i w prawo. W rzeczywistości pojedyncza grupa rolek jest asymetryczna, z dużą siłą po lewej stronie i materiałem odchylającym się w prawo. Siła po prawej stronie jest duża, a materiał kołysze się w lewo. Powyższa treść została wprowadzona przez redaktora. Mam nadzieję, że może to być pomocne dla wszystkich. Jeśli chcesz poznać inne treści na temat sprzętu do formowania na zimno, powitaj nowych i starych klientów, którzy przyjdą, aby skonsultować się i negocjować interesy.